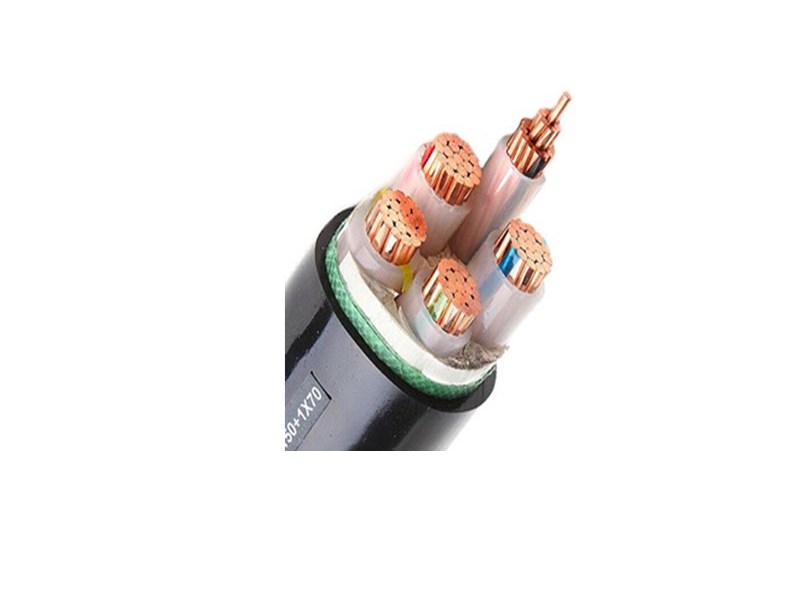
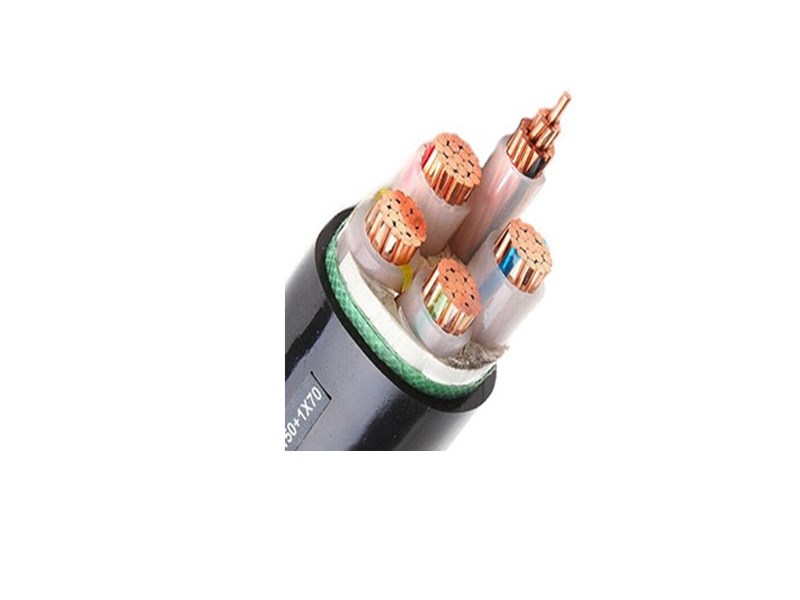
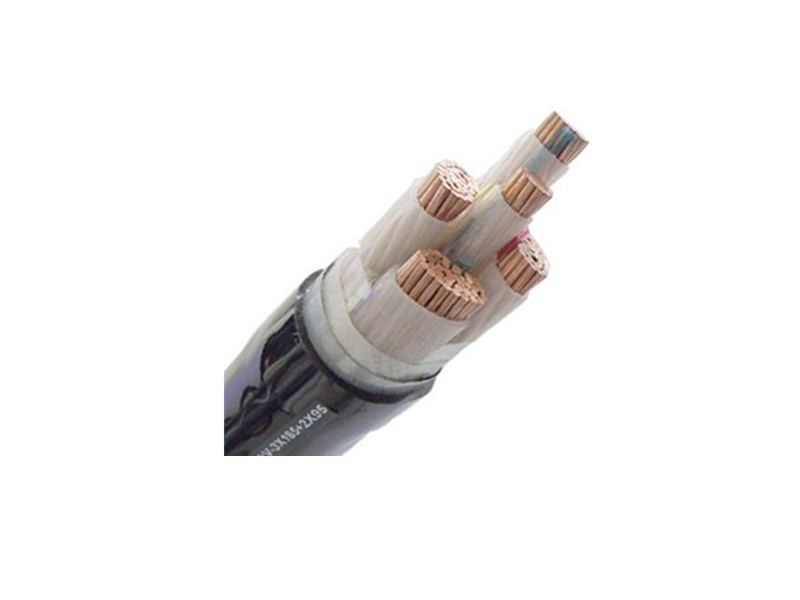
沈陽(yáng)電纜廠-主營(yíng)業(yè)務(wù)有電力電纜、塑力電纜、控制電纜、屏蔽電纜、防火電纜、高溫電纜、高壓電纜、橡套電纜、計(jì)算機(jī)電纜等產(chǎn)品線束加工,產(chǎn)銷(xiāo)全國(guó),保質(zhì)保量,交貨期短。


電線電纜廠家
中國(guó)線纜行業(yè)最具競(jìng)爭(zhēng)力企業(yè)
國(guó)際標(biāo)準(zhǔn) 品質(zhì)保證
通過(guò)ISO9001-2008國(guó)際質(zhì)量管理體系認(rèn)證
庫(kù)存充足、供貨及時(shí)
廠價(jià)直銷(xiāo),省去中間環(huán)節(jié)性價(jià)比最優(yōu) 400-666-7752
400-666-7752塑料電線電纜的主要絕緣材料和護(hù)套材料是塑料。熱塑性塑料具有優(yōu)越的性能和良好的加工性能,特別適用于生產(chǎn)工藝簡(jiǎn)單的電線電纜擠出絕緣和護(hù)套。生產(chǎn)電線電纜塑料絕緣層和護(hù)套的基本方法是采用單螺桿擠出機(jī)進(jìn)行連續(xù)擠出。由于擠出機(jī)的連續(xù)擠出特性,塑料絕緣和護(hù)套的生產(chǎn)過(guò)程也是連續(xù)進(jìn)行的。
就電線電纜生產(chǎn)而言,產(chǎn)品規(guī)格和擠壓部件的差異往往決定了擠壓設(shè)備和工藝參數(shù)的一定變化。但總的來(lái)說(shuō),每個(gè)產(chǎn)品、每個(gè)零件的擠壓包覆工藝都是大同小異的。以下是小編從索寶網(wǎng)站整理的資料,以概括為主,個(gè)別擠出原理、工藝、模具類(lèi)型為輔。以供參考。
01 PART塑料擠出的基本原理
擠出機(jī)的工作原理是:利用特定形狀的螺桿在加熱的機(jī)筒內(nèi)旋轉(zhuǎn),將料斗送來(lái)的塑料向前擠出,使塑料均勻塑化(即熔化),并通過(guò)機(jī)頭和不同的形狀。模具用于將塑料擠出成各種形狀的連續(xù)塑料層,擠在線芯和電纜上。
1、塑料擠出工藝
電線電纜的塑料絕緣和護(hù)套是通過(guò)連續(xù)擠出進(jìn)行的,擠出設(shè)備一般為單螺桿擠出機(jī)。
2.擠壓過(guò)程的三個(gè)階段
塑料擠出最重要的依據(jù)是塑料的塑性狀態(tài)。塑料在擠出機(jī)中完成塑化過(guò)程是一個(gè)復(fù)雜的物理過(guò)程,包括混合、破碎、熔融、塑化、排氣、壓實(shí)和最終成型。
第一階段是塑化階段。也稱為壓縮階段。它是在擠出機(jī)的機(jī)筒內(nèi)完成的,通過(guò)螺桿的旋轉(zhuǎn),使塑料由粒狀固體轉(zhuǎn)變?yōu)榭伤苄哉吵砹黧w。
第二階段是成型階段。它是在機(jī)頭內(nèi)進(jìn)行的,由于螺桿的旋轉(zhuǎn)和壓力,粘性流體被推向機(jī)頭,粘性流體在機(jī)頭內(nèi)成型為模具所需的各種尺寸和形狀的擠壓材料。機(jī)頭,并包裝覆蓋線芯或?qū)w。
第三階段是塑造階段。它在冷卻水箱或冷卻管道中進(jìn)行。塑料擠出包層冷卻后,由無(wú)定形塑性狀態(tài)轉(zhuǎn)變?yōu)槌尚喂虘B(tài)。 3、塑化階段塑性流動(dòng)的變化
在塑化階段,塑料沿螺桿軸線運(yùn)動(dòng)并被螺桿推向機(jī)頭的過(guò)程中,經(jīng)歷了溫度、壓力、粘度甚至化學(xué)結(jié)構(gòu)的變化。這些變化在螺桿的不同部分是不同的。
在加料段,首先是為粒狀固體塑料提供軟化溫度,其次是螺桿旋轉(zhuǎn)與固定機(jī)筒之間產(chǎn)生的剪切應(yīng)力作用于塑料顆粒,實(shí)現(xiàn)對(duì)軟化塑料的粉碎。
在熔融段,經(jīng)破碎、軟化并初步攪拌混合的故態(tài)塑料,由于螺桿的推擠作用,沿螺槽向機(jī)頭移動(dòng),自加料段進(jìn)入熔融段。
在均化段,具有這樣幾個(gè)突出的工藝特性:這一段螺桿螺紋深度最淺,即螺槽容積最小,所以這里是螺桿與機(jī)筒間產(chǎn)生壓力最大的工作段。
4、擠出過(guò)程中塑料的流動(dòng)狀態(tài)
在擠出過(guò)程中,由于螺桿的旋轉(zhuǎn)使塑料推移,而機(jī)筒是不動(dòng)的,這就在機(jī)筒和螺桿之間產(chǎn)生相對(duì)運(yùn)動(dòng),這種相對(duì)運(yùn)動(dòng)對(duì)塑料產(chǎn)生摩擦作用,使塑料被拖著前進(jìn)。
1)正向流動(dòng)——指塑料沿螺桿槽向機(jī)頭方向流動(dòng)。它是由螺桿旋轉(zhuǎn)的推力產(chǎn)生的,是四種流動(dòng)形式中最重要的一種。
2)逆流——又稱逆流,其方向與正流完全相反。
3)橫流——是塑料沿軸線方向流動(dòng),即垂直于螺紋槽的方向。
4)漏流——也是機(jī)頭內(nèi)模具、篩板、濾網(wǎng)的阻力產(chǎn)生的。但不是螺桿槽內(nèi)的流動(dòng),而是螺桿與機(jī)筒間隙形成的逆流。
塑料的四種流動(dòng)狀態(tài)不會(huì)以單獨(dú)的形式出現(xiàn)。對(duì)于某個(gè)塑料顆粒而言,既不會(huì)出現(xiàn)真正的回流,也不會(huì)出現(xiàn)封閉循環(huán)。熔體在螺紋槽中的實(shí)際流動(dòng)是上述四種流動(dòng)狀態(tài)的綜合,呈螺旋軌跡向前流動(dòng)。
5.擠出質(zhì)量
擠出質(zhì)量主要是指塑料塑化是否良好,幾何尺寸是否均勻,即徑向厚度是否一致,軸向外徑是否均勻。決定塑化的因素除塑料本身外,主要有溫度、剪切應(yīng)變率和作用時(shí)間等因素。
在保證擠出量的要求下,可在提高轉(zhuǎn)速的情況下增加螺桿槽的深度。此外,螺桿與機(jī)筒的間隙也影響擠出質(zhì)量。間隙過(guò)大時(shí),塑料的回流和漏料會(huì)增加,不僅會(huì)引起擠出壓力波動(dòng),影響擠出量;過(guò)熱會(huì)導(dǎo)致塑料燒焦或成型困難。
02PART塑料擠出機(jī)操作規(guī)程
塑料擠出機(jī)組由一臺(tái)擠出機(jī)(主機(jī))和多臺(tái)輔助設(shè)備組成,生產(chǎn)時(shí)機(jī)組人員應(yīng)密切配合操作。操作者必須熟悉生長(zhǎng)過(guò)程和操作規(guī)程。
一、塑料擠出機(jī)的擠出工藝
塑料擠出機(jī)是熱擠出設(shè)備。盤(pán)繞的電纜或電纜芯放置在放線裝置上,并保證一定的張力。經(jīng)過(guò)拉直矯直裝置后,進(jìn)入擠出機(jī)機(jī)頭擠出絕緣層或護(hù)套層。
塑料顆粒通過(guò)料斗進(jìn)入擠出機(jī)機(jī)筒。由于螺桿的旋轉(zhuǎn),它們進(jìn)入機(jī)器室。它們一方面被加熱,另一方面被螺桿的旋轉(zhuǎn)攪拌,使塑料塑化,并被推向機(jī)頭,從模具中擠出,完整、致密。電線電纜芯或電纜芯的連續(xù)擠壓。
為控制塑層厚度和擠出壓力,應(yīng)調(diào)整模芯與模套之間的環(huán)形距離,使塑層均勻。
機(jī)組各單機(jī)采用獨(dú)立傳動(dòng),各機(jī)組工作速度可單獨(dú)調(diào)節(jié)。螺桿轉(zhuǎn)速與牽引力應(yīng)相互協(xié)調(diào),以保證電線電纜擠出外徑和膠層厚度均勻,并滿足工藝尺寸要求。放卷和收卷的速度應(yīng)與電線電纜的生產(chǎn)速度配合好,防止出現(xiàn)其他質(zhì)量問(wèn)題。
按工藝規(guī)程控制溫度,選擇合適的模具,經(jīng)常觀察加熱系統(tǒng)的變化、外徑的變化、速度的變化,防止出現(xiàn)偏心、燒焦、塑化不良等現(xiàn)象塑料層。
熱銷(xiāo) · 電纜產(chǎn)品